Phillip Gales:
Good evening everyone! This is the first in our interview series with experts in deep sea mining, and I'm very, very happy to be chatting with Keith Franklin, who is an extremely experienced subsea engineer. He's had over five decades of experience in subsea engineering and offshore work.
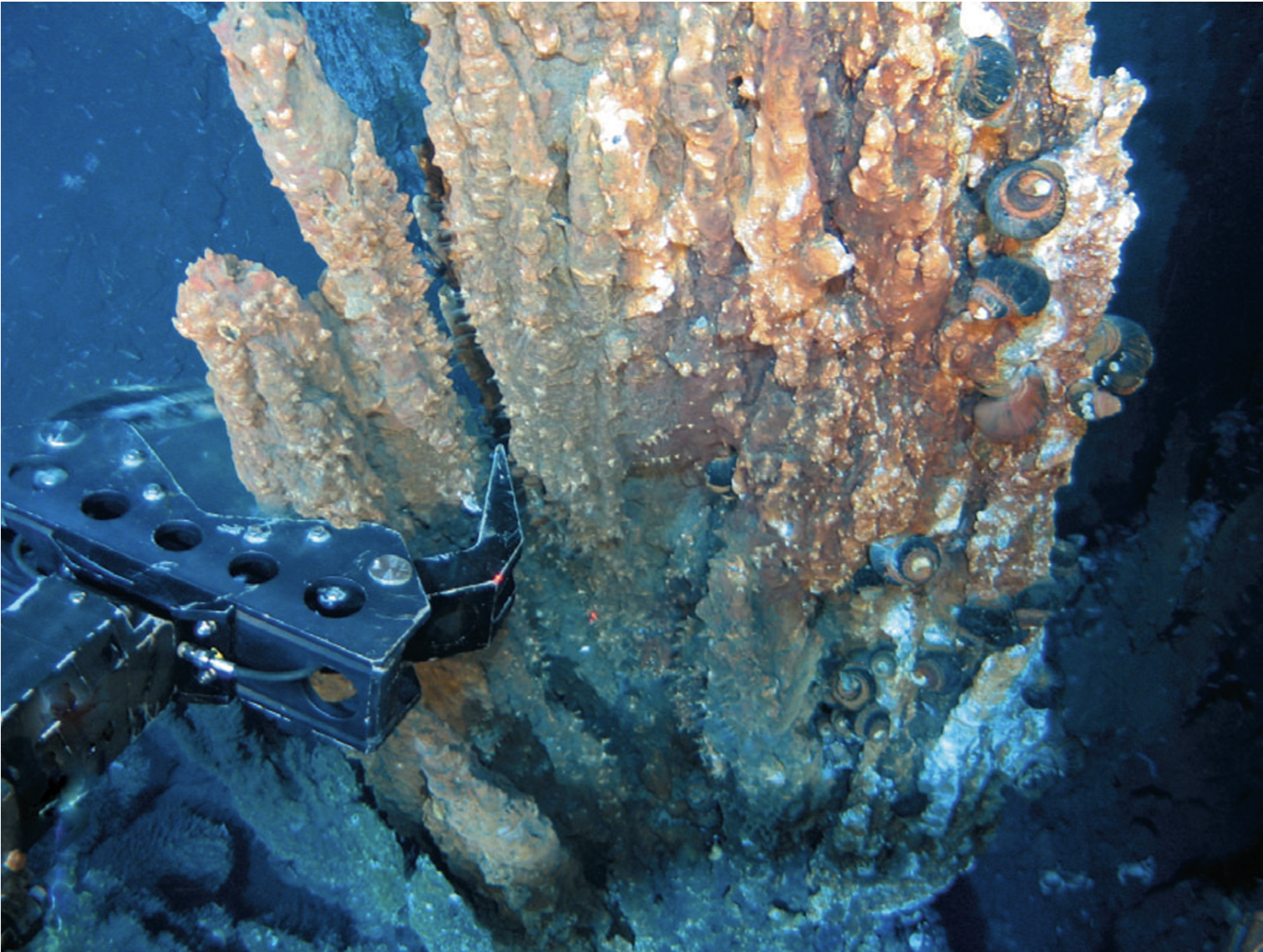
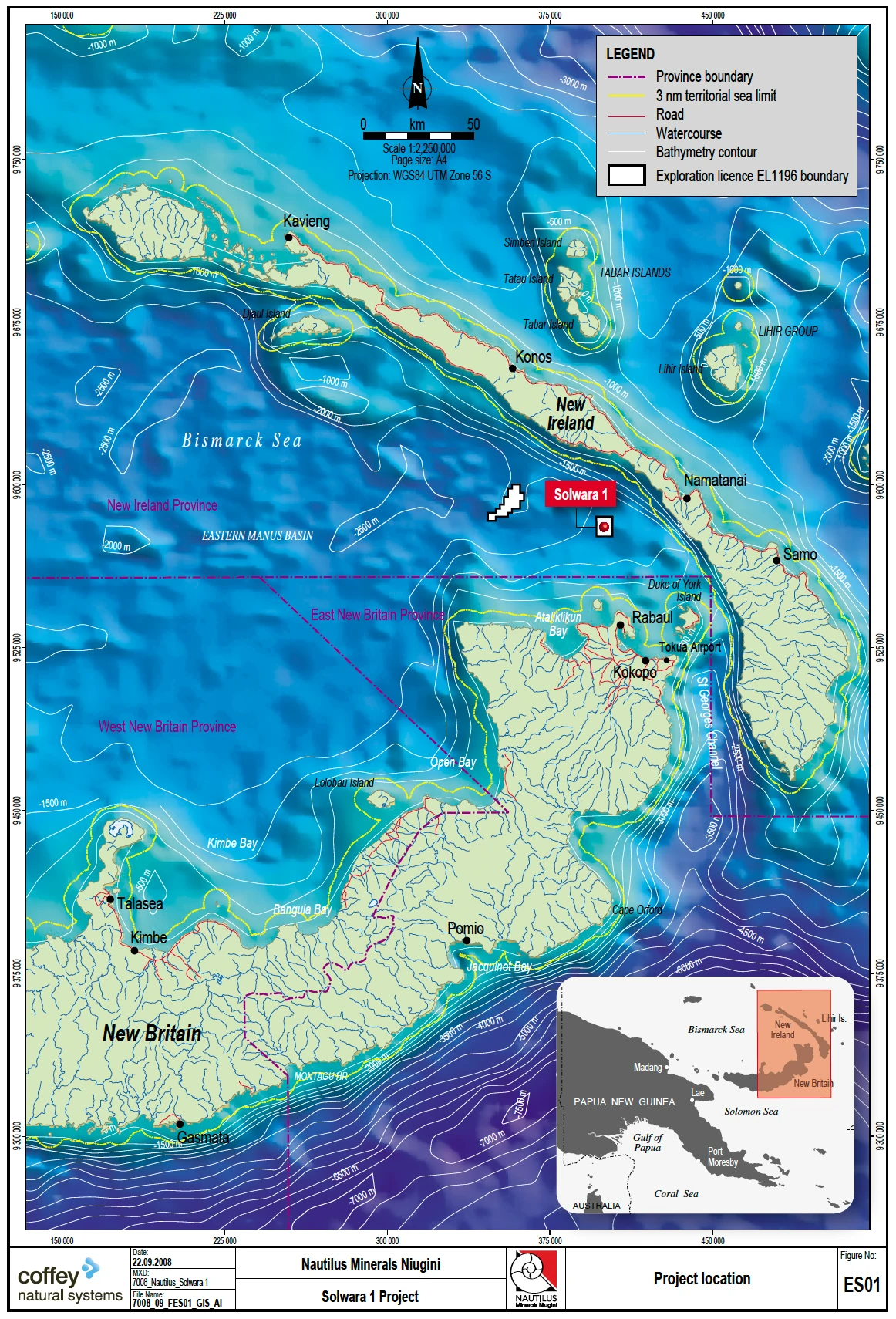
The reason that I wanted to chat with Keith as one of the first experts is that as we look at the Norwegian EEZ opening up, there's a lot more emphasis on seabed massive sulphides, SMSs. Keith has tremendous engineering experience from the Solwara 1 project in Papua New Guinea, where they were mining seabed massive sulphides, so I thought Keith is absolutely on point in terms of somebody to bring some experience and expertise to this series.
" over five decades of experience in subsea engineering and offshore work"
So great to meet you, Keith. I wonder if you could just start us off with a little background about yourself and what you've done.
Keith Franklin:
Good evening, Phillip. Yes, that was 50 years, not five years in the offshore industry. I started in 1974 on the Choctaw 1 for Santa Fe.
But my experience for SMS subsea mining started in 2011, when Nautilus Minerals required someone to be the company rep in SMD in Wallsend in Newcastle. The project vice president, Kevin Cain, and myself go back to 1974. So we know each other very well.
So I moved into SMD's offices in August of 2011, where Nautilus and SMD had developed a concept design for the three subsea machines, Subsea Production Tools (SPTs). My responsibility was to go through the detailed design, the manufacture, assembly, factory acceptance testing, FAT, and delivery of the machines to PNG. The machines sit on the seafloor to work on the seabed. The SPTs are Auxiliary Cutter (AC); Subsea Bulk Cutter (SBC); and Collecting Machine (CM).
Two of them, the AC and SBC, are to mine the seafloor, that is to produce 40 millimetre cubes of the seafloor. The third machine, CM, was to take these stockpiles of 40 millimetre cubes of the seafloor and pass them to the subsea pump, which then transported the seabed mined particles to the mothership on the surface 2000 metres above. The detailed design, assembly and FAT was carried out in Wallsend in Newcastle.

On to the assembly of the machines.
What was decided was we would take the best in the industry of all the components for the machines, for example, the tracks were built, designed and supplied by Caterpillar; the pumps were by Damen in Holland, who are very, very used to doing the dredging, these were the pumps we used. The mining machines, the AC and SBC, were supplied by Sandvik of Austria. They are very, very well known for their mining machines. Other components, such as the subsea electrical motors, were from Australia. The major part SMD contributed as far as components were the brains (PODS). Each machine had four(4) PODS designed and built by SMD.
"Most of the problems arose from the design tolerances, the chassis were designed like a Rolex watch and not a digger!!"
SMD designed the structure, the frame to bolt all these components to. So for the next two years, we did the detailed design and started the long lead items for the assembly of the machines. We ran into little troubles in that things moved on at a slower pace than what we wanted. Most of the problems arose from the design tolerances, the chassis were designed like a Rolex watch and not a digger!!
Eventually we got all three chassis to commence the build of the SPT. The first one was the SBC, then the AC, and finally the CM.
 The CM chassis with Caterpillar Tracks fitted
The CM chassis with Caterpillar Tracks fitted
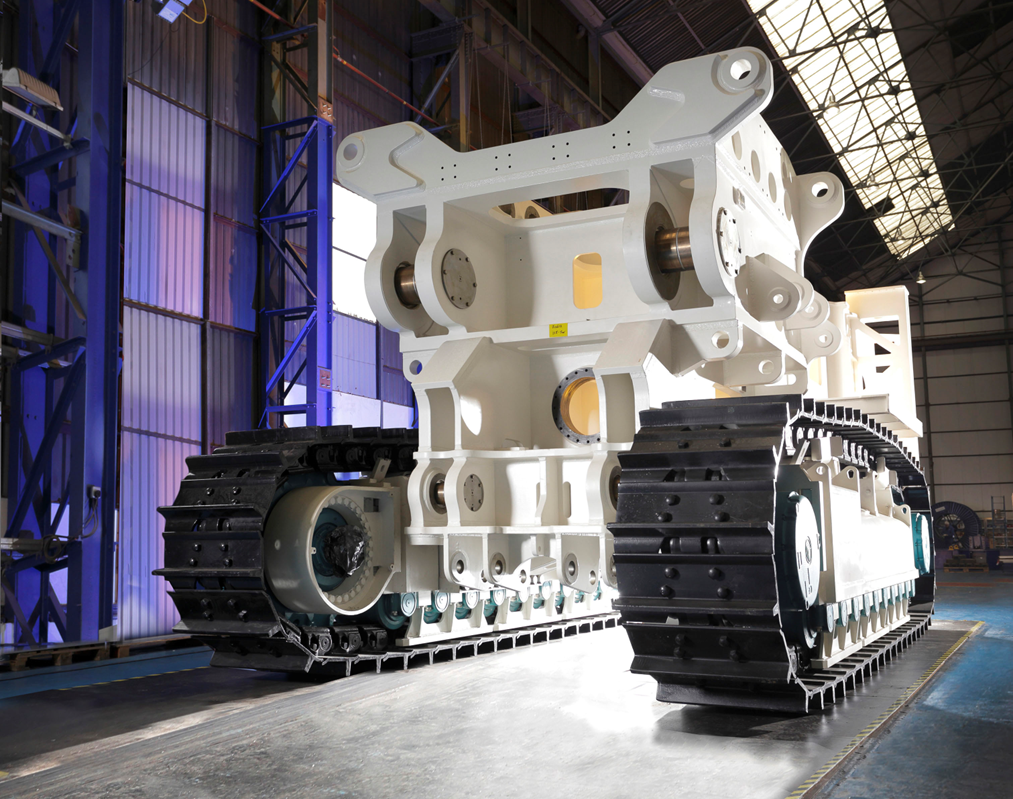 The SBC chassis with Caterpillar Tracks fitted
The SBC chassis with Caterpillar Tracks fitted
All three were built in the halls of SMD in Walsend, the tracks arrived after a number of complications, but the tracks arrived, the pumps arrived, the subsea motors and the pumps were tested in Holland and then brought to SMD in Walsend.
As the assembly progressed SMD commenced the erection of the mock up control room and the power room. These two buildings were a massive challenge, the control room had to house all three(3) control systems for each SPT, and each SPT had a pilot and co-pilot.
 The Power Room
The Power Room
The full control room, with each unit having two pilots. So we had six pilots in the control room and 24 screens per machine. My son is an F-35 fighter pilot, and he was very impressed. So it was quite an achievement building the mock-up control room.
 The Full Control Room
The Full Control Room
 Pilots in the Control Room
Pilots in the Control Room
The assembly was challenging to say the least, but we got over the challenges. We then assembled all of the components. The main SMD component was the brains called pods. And each machine had four pods, four brains for redundancy, because obviously at 2000 metres, you didn't want a brain to drop out and you had nothing to back it up. So we had four brains per machine.
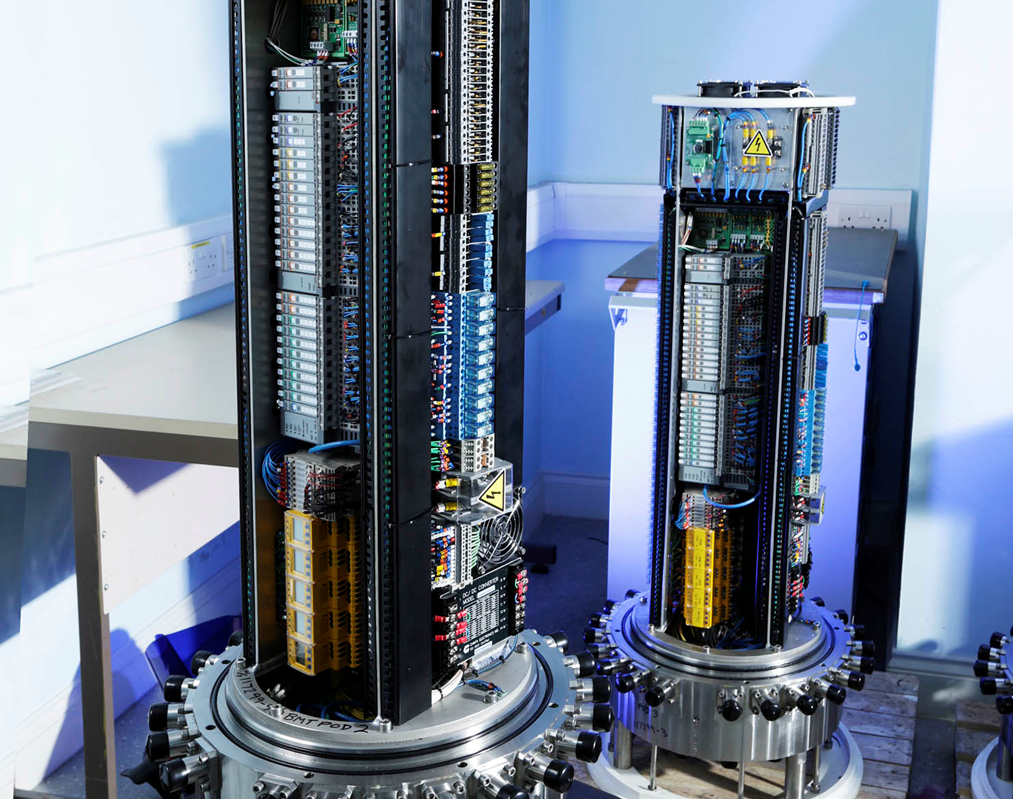 The PODS
The PODS
The next two years, we assembled, we did all the cable running, all the hydraulic running, building the hydraulic units, and then get onto the testing.
 AC boom being tested
AC boom being tested
 The back of the SBC with accumulators, compensators and the electric motor to drive the pump with pipework fitted
The back of the SBC with accumulators, compensators and the electric motor to drive the pump with pipework fitted
And the testing was done in SMD's auxiliary yard, where we built a mound for the auxiliary cutter, because it actually could mine below itself. So it went above to the side, other side and also below. And then the big road cutter, the SBC, we just had it testing it and mining on the level, on the road.
We never actually got to suck components of the mining, the mine units through the SBC, through the CM. But yeah, we did all the testing in that, and the biggest part of this was the control room, as shown previously.
The main umbilical from Germany was a major challenge to get it connected to the power room then the control room and finally to the SPT. After four years, we loaded out the machines and took them to Oman and did some trials there. And then they eventually went to PNG for wet trials.
The other auxiliary equipment I was responsible for was the launch and recovery system, the LARS.
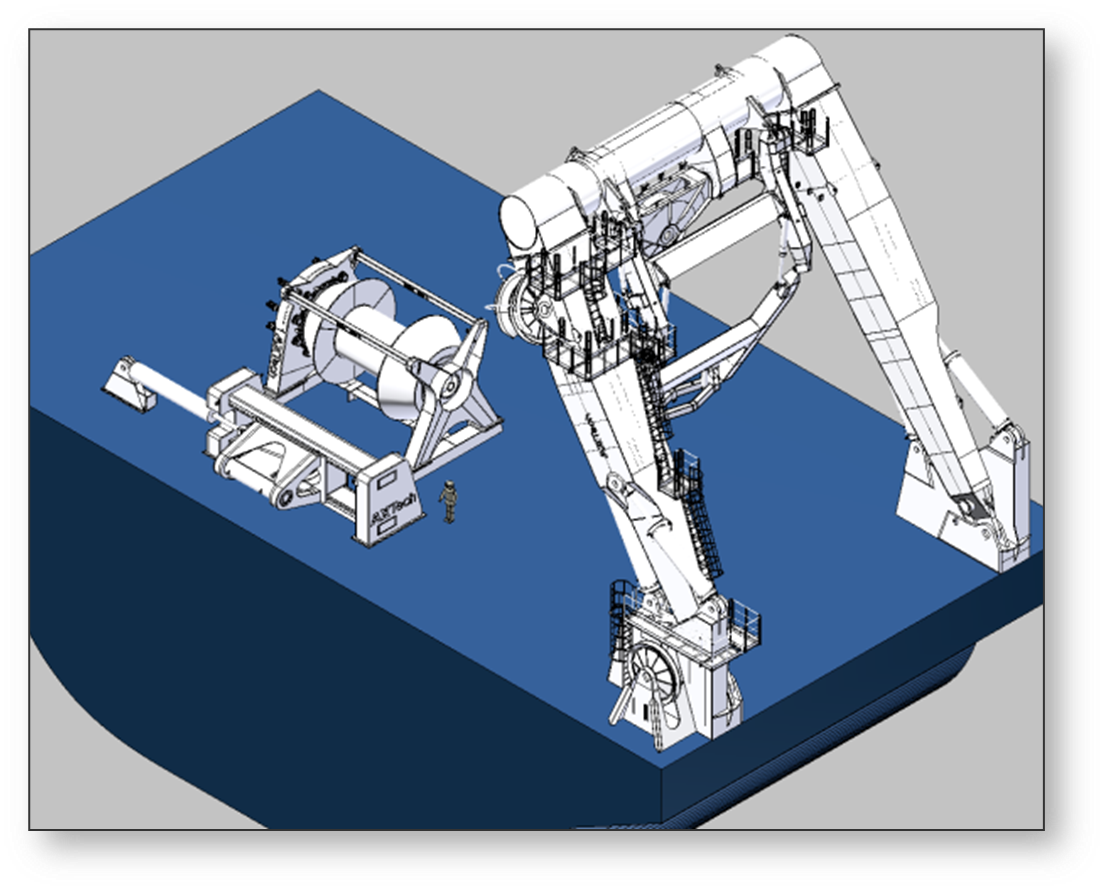
This is the wire, the umbilical, the winches and the spoolers. And these were built all over the world. The wire came from Italy. The umbilical came from Germany. The A-frame was built in Poland, designed by Axtec in Norway. The main winch and the spoolers were built in Korea. So I got all of these things together and took them to the mothership, which was built in China. And then unfortunately we ran out of money.
Phillip Gales:
So it was truly an international cooperation. You've mentioned Caterpillar, you've mentioned dredging expertise, you've mentioned China. What was it like to coordinate that and what were the learnings around the project management?
Keith Franklin:
Absolutely super question. Each country has its own specialties. The Italians were very difficult, but the Caterpillar came in and they were, we had to stand at a fence looking into the yard as they wouldn't allow us access until they were happy it was working. Korea, Busan, lovely people, absolutely super. Had a great time there, very supportive. And then we got them completed and sent to China. The pumps, Dutch people, dredging, absolutely super. It doesn't get better when you ask a Dutchman to give you a pump for dredging. And we used our pumps for moving the subsea mined particles to the main pump.
"Each country has its own specialties"
The main pump to bring the mined seafloor to the surface was built by GE in Texas. I didn't have a lot to do with it, but I sent my project engineer, Scott, to do the factory acceptance testing, which went very, very well indeed. Other components, other parts of the Germans, super efficient for the umbilical.

Norwegians, a little disappointing to say that their QA and management, because the A-frames were built in Poland and not very successfully. But their design work in Molde, in Norway, very, very good. But I would say their QA was questionable because we found when we got them to the ship, there were some problems.
Phillip Gales:
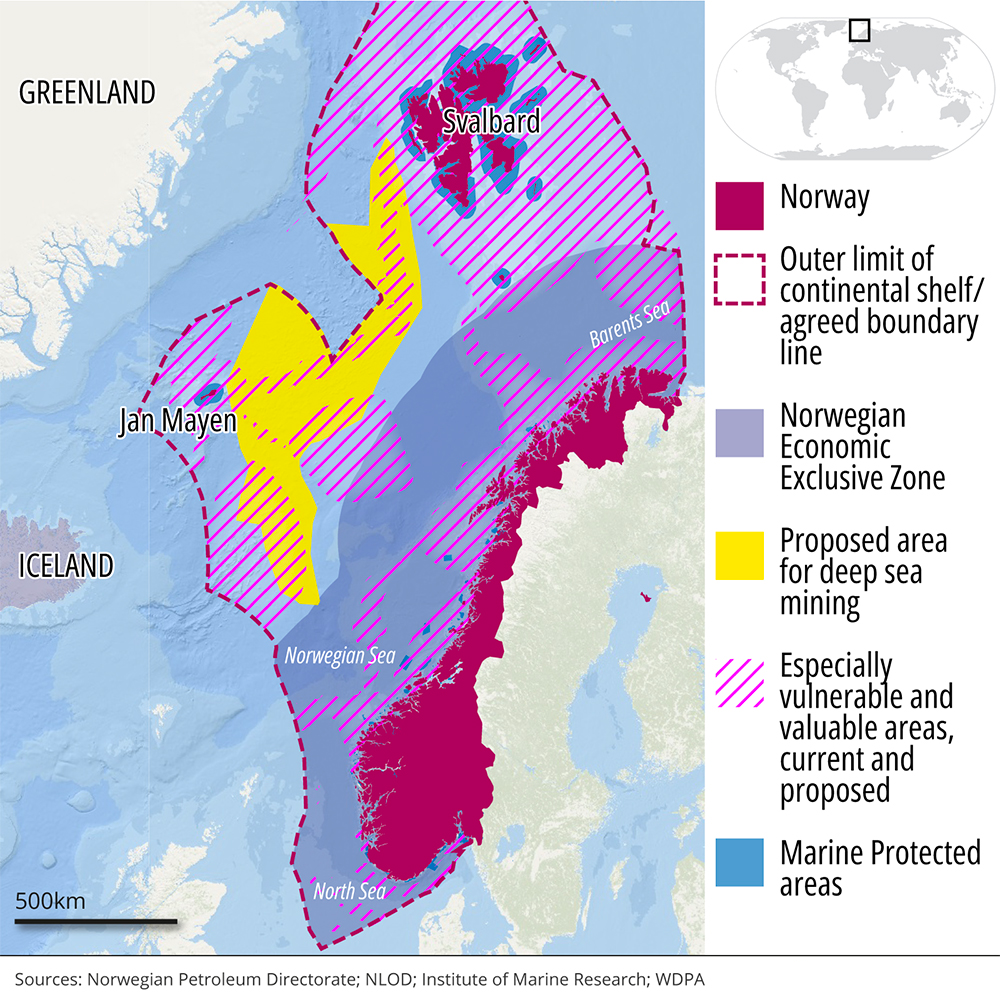
So really drawing upon significant expertise from different countries and different companies around the world. And so on that note, Solwara 1 in Papua New Guinea is a seabed massive sulfide deposit. And Norway's EEZ is really mostly seabed massive sulphides.
Can you speak to similarities and differences between the two of them and maybe anything that can be ported or learned from Solwara to potentially upcomning operations in Norway?
Keith Franklin:
Absolutely. I do think that it's a very, very similar situation. 2,000, 2,500 metres of water. Not quite as benign a sea as the Bismarck Sea in PNG, but we do have Iceland protecting the north of Norway up by Svalbard because the wave doesn't have the same fetch.
"...(Norway) it's a very, very similar situation"
So as it's coming across the Atlantic, it'll swing around Iceland and lose a lot of its energy. So although it sounds as if it's going to be exceedingly difficult, I don't think that's going to be the case. I think it will be very manageable, the sea state, not as much as the Bismarck Sea, but certainly what is normally used in the North Sea offshore Norway.
I think going up to the sea between Svalbard and Iceland will be a great advantage.
Phillip Gales:
That's a really, really important point. I certainly know from spending time on the Brent Delta and in the high seas when you've got 120,000 tons of concrete structure swaying in the waves, you start to realise that the North Sea is rough, but it's the northern North Sea around the Svalbard Peninsula that Norway is looking at. And your point about the fetch and the relative shelter of Iceland is really important.
On that note, how did you find, or what was your work on the production support vessel? Because obviously that's one of the core components of this, and that's one of the things that is most affected by the sea state.
Keith Franklin:
Very much so. Nautilus initially were going to build their own mothership in Germany, and unfortunately spent a fair bit of money and that fell apart. Unfortunately, they went bankrupt, the shipyard. So Nautilus then decided to lease a vessel from AC in Dubai. And the vessel is very long. It's about 230 metres long.
"the vessel is very long. It's about 230 metres long."
It has four holds, to handle the mined seabed material, full DP3 with six engines. In my opinion there's a lot of learnings here that people would benefit from learning about, and I'd be happy to consult on these. And there are real major, major mistakes in the Nautilus vessel, which we can share at some point, but it's something that gives us a great value to tell other people what these major mistakes are. But my involvement in the mothership was the transportation of the seabed materials on the ship and to the transport vessel.

It was designed and built by a company called Bedeschi in Italy, near Vienna. And that's their business. You know, he had the conveyor belts from the drying plant into the holds, and then he had the cups bring it up onto conveyors to go onto the transport ship. And that went quite far. Actually, we did a lot of testing of the transport system within the vessel. And yeah, unfortunately it got stopped before it was installed onto the vessel.
Phillip Gales:
That part is fascinating, because as far as I'm aware, none of the CCZ or the polymetallic module projects have yet done a sea-to-sea transfer of nodules. But were you able to do that?
Keith Franklin:
We modelled it and it was absolutely no problem at all. We had arms that came over the side of the vessel when the transport vessels came along and discharged into their holds. So our system was modelled and worked very, very well.
Phillip Gales:
Oh, wow. Okay. That's impressive.
I know we spoke about this last time, but obviously there's pushback against subsea mining, and there's pushback against polymetallic nodules. But seabed massive sulphides are different. You're not so much harvesting them. You do have to use cutters, as you said, etc. But what is your view and what's your experience of the impact of those cutters? Is it as savage or decimating as it sounds, or is it actually quite benign?
Keith Franklin:
No, no, no. It's actual picks. In the drum, there is a thing called a pick, and depending on the hardness of the seafloor, will require a specially designed pick.
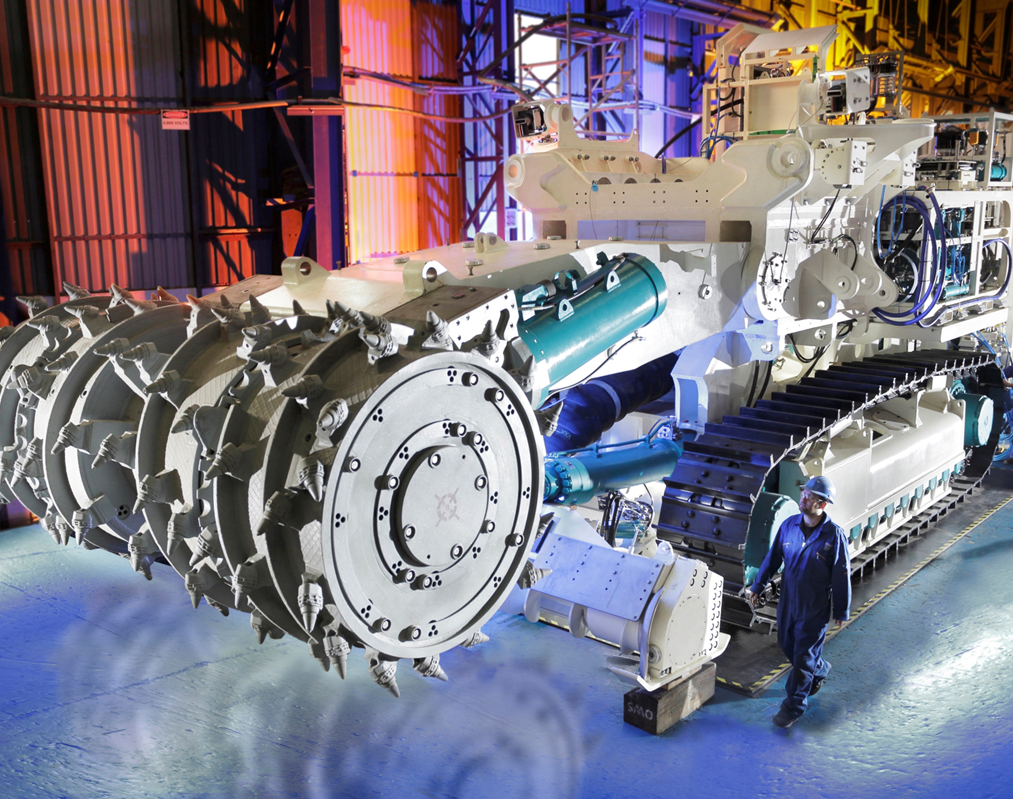 Close-up of the picks on the drum of the SBC
Close-up of the picks on the drum of the SBC
It could be a diamond, it could be Tungsten, it'll all depend on what the seafloor hardness is. These picks chew up the seafloor. Literally, they spin fast, and the picks are set to produce this 40 millimetre cube. And they do, aggressively chew up the seafloor.
We pump it to a stockpile, or we would have pumped it to a stockpile. And it's exactly the same because Sandvik's main business is coal mining.
So these two units, the SBC and the AC, have on them revolving heads, which have picks that will chew up the seafloor.
Phillip Gales:
That's fascinating. It's effectively coal mining technology being used.
Keith Franklin:
100%. 100%.
It's exactly where it came from. And the SBC was a replica of what they called the road miner.
Phillip Gales:
Yes. I've forgotten my coal mining technology, but there is the coal mining concept where the machine simply goes along and it takes slices of the coal face. I assume it was virtually identical to that.
Keith Franklin:
Exactly. It's taking the floor that the AC prepares flat, and it goes along and it just mines up the floor again. Absolutely.
Phillip Gales:
I think you're touching an interesting point there, because of course you mentioned there are three pieces of equipment. You've got the auxiliary cutter, the AC, the Subsea Bulk Cutter, the SBC, and the Collector, the CM. What was the rationale for having three separate technologies?
Can you talk us through the three of them, what they did, and why you needed three separate and not just one?
Keith Franklin:
Very much so. The AC, the Auxiliary Cutter, because you're mining a mountainside, and excuse me, all of these SMSs are from smoking chimneys, as we know from thousands of years ago, and it's not level. So you had to have a machine that could work on the slope, work below itself, so you had to put the AC down first and then make level planes so you could get the production from the SBC.
The Collector machine does no mining at all. It's got a long snout nose that rotates and sucks in the mined particles through two pumps and then blows it to the subsea pump, which then takes it, transits it through the water column up to the mothership.
 Collector Machine (CM)
Collector Machine (CM)
Phillip Gales:
Oh, that's fascinating. So you had the AC, the Auxiliary Cutter, effectively flattening the seafloor, so then the SBC, the Subsea Bulk Cutter, would come in and cut, I assume, effectively strips, like in a coal mine, that then collector would come along and push the mined material to the subsea pump as shown earlier.
How did you coordinate the three of them then?
Keith Franklin:
All three machines were built in the same location so it was easy to manage and control the builds.
Phillip Gales:
Did you have three running systems?
Keith Franklin:
Yes all three system were run at Wallsend, we hand restrictions on power and personnel to run the machines.
That's where the money is. Right now, that's where the money is going forward. I think I've got a presentation of the ship and I'll try and find it and send it to you. But that's the major, major mistake.
Phillip Gales:
In what sense? Is it the complexity of the control?
Keith Franklin:
All of those machines on one vessel. Because if you look at it now, as I'm just explaining it, the AC and the SBC never needs the mothership, ever. There's no connection to the mothership at all. All it's doing is mining the seafloor and making a stockpile.
So the big thing is to not have the SBC and the AC on the mothership. Because they can go out one year, two years early, before the mothership's ready, and produce all of these stockpiles.
The mothership comes along, you're finished with the mining machines virtually, and all you have is the CM on the mothership and the pump. So it was a massive, massive mistake.And I'm telling you, but don't tell other people on that, because that's where our money is, and telling people where the major mistakes are.
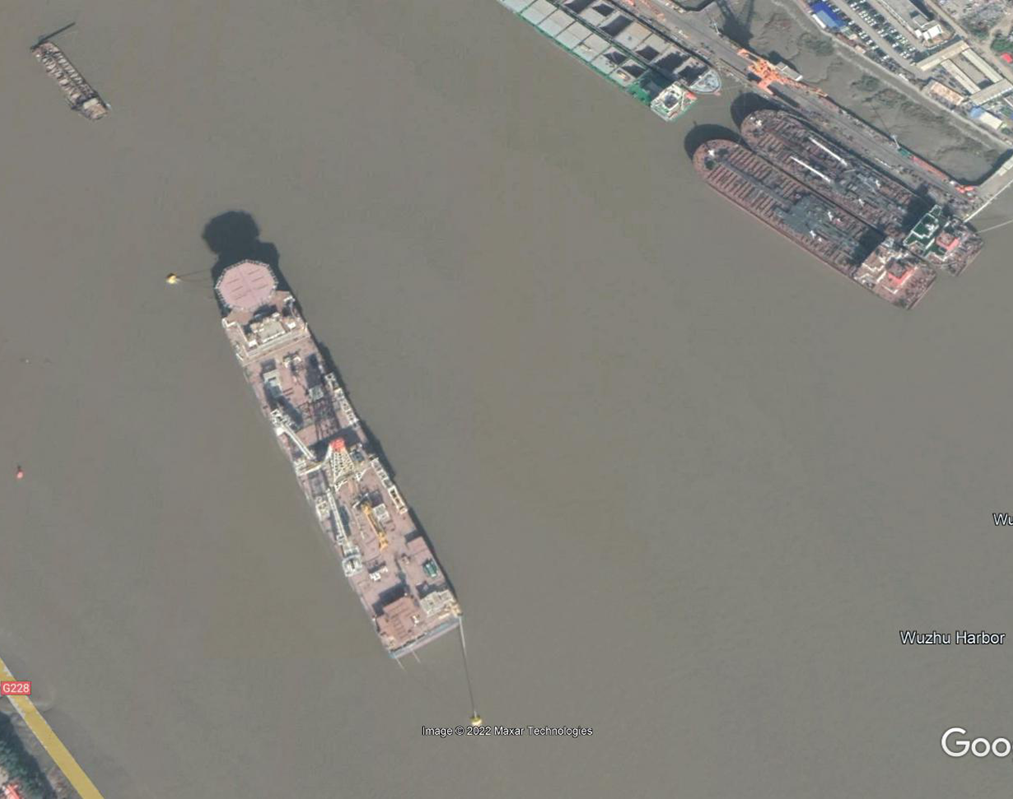 The mothership moored up on a river in China, you can see cranes installed, a derrick to run the riser, plus engines fitted
The mothership moored up on a river in China, you can see cranes installed, a derrick to run the riser, plus engines fitted
But as you can see, that was the huge mistake that Nautilus made. It's put all three machines onto the mothership, because the two mining machines never need the mothership.
Phillip Gales:
And once you remove the need for, I was going to say nodular storage, but it's not. Once you remove the need for bulk storage, your AC and your SBC can go out individually on a platform supply vessel, which maybe with a generator or something to have sufficient supply.
Keith Franklin:
But you have an A-frame on the back, you can send them out on a ship each, you can go and do their work, get the stockpiles while you're building the ship and everything. You're actually producing it and not wasting time waiting on the mothership coming, so that the mothership can go out there and work non-stop, recovering mined seafloor.
Phillip Gales:
Which makes a massive difference in terms of - oh, huge, huge.
Keith Franklin:
And it makes a difference to the mothership. Yeah. She only needs to have the controls for the CM andfor the subsea pump, and then for the topsides.
It makes a huge difference.
Phillip Gales:
I assume all three of these were run on umbilicals, because I you had to have power generation at surface.
Keith Franklin:
So the concept- Absolutely. It's all an electrical hydraulic system. So you just need a big generator. But then having three umbilicals going down - well, the other thing is you potentially get interference of umbilicals, lift wires. I mean, the lift wires were 133 millimetre diameter.
Phillip Gales:
Oh, because you've got 250 tonne or 300 tonnes on the umbilical.
Keith Franklin:
200, 300 tonne. And of course, the thing is, when you get to 2000 metres, when you lift it, you're lifting the wire as well. So you've 2000 metres of wire, plus the machine to get up and that. So big, big, big winches. If we can get them interested, there's so much we can help them with on what not to do.
Phillip Gales:
So on that note, what can you share that Norway should or should not be doing, or should be considering? Or is it that they should contact you for consulting?
Keith Franklin:
A little bit. Contact me and I'll tell you where we made all the mistakes. But there is a lot that can do very quickly.
Phillip: "...what can you share that Norway should or should not be doing?"
Keith: "Contact me..." 😉
Once you find a contractor or whatever, who's going to do it? As I say, NPD, the Norwegian Petroleum Directorate, need to understand the systems.
Because people are going to come and tell them a load of nonsense. And as I said, building a machine and going out there and doing it on a supply vessel, it's a whole lot different than building three machines, putting them onto a mothership and everything goes out there.
Phillip Gales:
Now, we both come from the oil and gas industry. And of course, you've got the Institute of Petroleum Engineers, etc. You've got the API standards.
I assume that subsea minerals is way, way earlier in terms of standards. But do you see a driver for that? Do you see a need to standardise?
Or what's your perspective?
Keith Franklin:
Well, I think you should. I think, you know, once you know the hardness of the sea floor, it should govern the size of the mining machines. And you know, the megapascal that you're going to actually have to need. You don't want to oversize it and go tune the whole thing up. You want to have the right size for the right sea floor.
"...the Norwegian Petroleum Directorate, need to understand the systems"
Phillip Gales:
And when we talk about the mothership or the production support vessel, do you see needs or opportunities to standardise that? Or is the industry going to be evolving too rapidly to say what something should or could look like?
Keith Franklin:
Well, I mean, the picture that you've got, those three machines, there's no really reason to change them. I would say the SPC might be a bit big, but you know, it needs to have a reaction to that big drum on the front. And the auxiliary is the same, it needs to have a reaction. The CM, it's got pumps on it. And I don't think there's a massive change to these vehicles. I think their standard might depend on what other people's ideas are.